Custom and standard RTO designs with in-house fabrication
99%+ destruction efficiencies
Thermal efficiencies up to 97%
Reliable poppet valve design with no gaskets or seals to wear over time
Elevated tank design allows for the smallest foot print and cold face access
Random packed or structured media designs
Heavy steel construction
Remote VPN capability
RTO Designs
2 Tank System
2 Tank System with Capture Tank
3-5 Tank Systems
Skid Mounted Designs, preassembled at TANN
Custom Designs to fit existing space
We offer standard RTO sizes, which are pre-engineered to save the customer money or we can provide a custom oxidizer. The custom solution can be valuable as most applications require the oxidizer to fit into an existing space. Our engineers will work with you to find the best layout possible.
Regenerative thermal oxidizers (RTOs) are the most common oxidizer in today’s market. They deliver thermal efficiencies up to 97%, which significantly reduces fuel consumption.
Energy Efficiency & Cost Savings
When replacing an existing oxidizer, RTOs can substantially reduce natural gas costs, making the transition financially attractive. Because of their high thermal efficiency, RTO systems can also enter “self-sustain” mode. In this mode, the burner shuts off completely and the system operates using zero supplemental gas.
Longevity & Internal Design
Longevity represents another major advantage of the RTO design. The heat exchanger and combustion zone are internally lined with refractory insulation. As a result, no internal steel components are exposed to reaction chamber temperatures.
RTO systems achieve high thermal efficiencies through the use of ceramic media. Our engineers evaluate each process to determine the correct media for the application. Depending on system requirements, we utilize either structured (honeycomb) media or random packed media in the final RTO design.
How an RTO Works
A regenerative thermal oxidizer utilizes a regenerative-style heat exchanger. This heat exchanger consists of ceramic material, typically in the form of saddles or honeycomb blocks. Because of this design, regenerative systems achieve considerably higher thermal efficiencies than shell-and-tube or plate-style heat exchangers.
Efficiencies can reach as high as 97%, which can reduce natural gas usage by up to 90%.
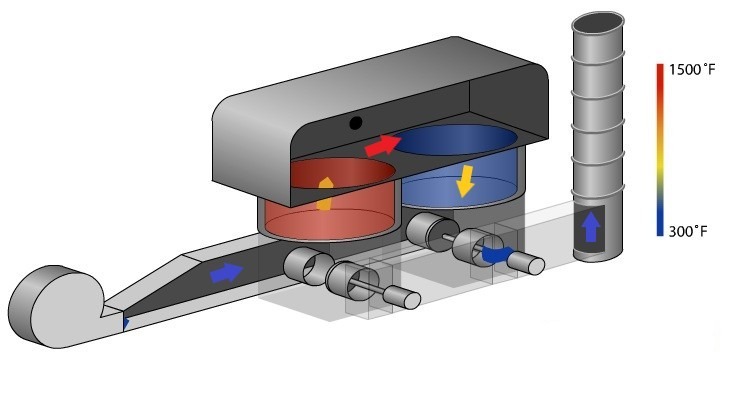
Click the diagram to view the full airflow PDF.
Two-Chamber Heat Exchange Process
A two-tank RTO contains two media chambers that function as heat exchangers. Process exhaust first passes through one media chamber before entering the combustion chamber. As the process air moves through this chamber, it absorbs heat from the ceramic media and preheats before combustion.
The combustion chamber operates at a fixed temperature controlled by a burner or natural gas injection system. This temperature ensures that VOCs convert before the air stream moves into the outlet media chamber.
Heat Recovery & Airflow Reversal
After combustion, the cleaned process air exits through the opposite media chamber. When this hot, clean air passes through the exit tank, the ceramic media absorbs most of the heat before discharge.
The airflow continues in this direction for the duration of the cycle, typically 2–4 minutes. Once the cycle ends, the RTO reverses direction. The former outlet tank becomes the inlet tank and releases stored heat into the incoming process stream before combustion.
This regenerative cycle repeats every 2–4 minutes. A set of valves located below each tank controls the direction of airflow.
Poppet Valves
TANN utilizes poppet valves to control airflow and maintain a tight seal. The directional valves form the heart of the RTO system.
We manufacture these valves in our facility in Kaukauna, WI, where we oversee construction and test every valve before shipment. Because we control production in-house, we ensure consistent quality and performance.
Valve Durability & Seal Design
We design our valves for durability, low maintenance, and dependable sealing without gaskets. Over time, gaskets tend to wear and reduce destruction efficiency. For that reason, our poppets use a metal-to-metal machined sealing surface.
Additionally, we design poppet blades using FEA software to maximize cycle life and structural integrity.
Poppet valve controls manufactured and tested in-house.
Frequently Asked Questions About RTO Systems
What is a regenerative thermal oxidizer?
A regenerative thermal oxidizer (RTO) destroys VOCs, HAPs, and industrial emissions through high-temperature oxidation. Ceramic media beds recover heat and significantly improve energy efficiency.
As a result, manufacturers rely on RTO systems in continuous industrial applications where efficiency and long-term operating value matter.
How does a regenerative thermal oxidizer work?
An RTO draws contaminated process air into a combustion chamber and heats it to temperatures between 1,400°F and 1,800°F. This process converts pollutants into carbon dioxide and water vapor.
Meanwhile, ceramic media beds capture heat from exhaust air and preheat incoming airflow, which reduces fuel usage and supports thermal efficiencies up to 95–97%.
What does a regenerative thermal oxidizer do?
An RTO destroys harmful emissions before they reach the atmosphere, often achieving 99%+ VOC destruction efficiency to meet regulatory requirements.
Additionally, its heat recovery design lowers fuel consumption and reduces long-term operating costs.
What is a regenerative thermal oxidizer used for?
RTOs are used in manufacturing facilities that generate VOCs or other air pollutants during production processes. They are commonly installed in industries where solvents are used, including, coatings, printing, laminating, chemical processing, or wood manufacturing.
What are the applications of regenerative thermal oxidizers?
Common RTO applications include:
Automotive manufacturing
Printing and coating operations
Packaging and laminating
Chemical processing
Wood products manufacturing
Pharmaceutical production
Paint and surface finishing
Semiconductor manufacturing
Foam production
Building material manufacturing
RTO systems perform especially well in high-volume, low-concentration VOC applications.
What are the benefits of regenerative thermal oxidizers?
Up to 97% thermal efficiency
99%+ VOC destruction efficiency
Lower natural gas consumption
Reduced operating costs
Long equipment lifespan
Reliable regulatory compliance
Low maintenance costs
Because of these advantages, many facilities select RTO systems when efficiency, durability, and compliance are long-term priorities.
What is the difference between a regenerative and a recuperative thermal oxidizer?
The primary difference lies in the heat recovery design. RTOs use ceramic media beds to store and reuse heat, which typically achieves 95–97% thermal efficiency.
In contrast, recuperative oxidizers rely on a metal heat exchanger and generally operate at lower thermal efficiency levels.
What temperature does a regenerative thermal oxidizer operate at?
Most RTO systems operate between 1,400°F and 1,800°F, depending on the pollutants treated and the required destruction efficiency.
The operating temperature is typically optimized after commissioning to ensure compliance while minimizing fuel consumption.
How much gas does a regernative thermal oxidizer use?
Fuel usage depends on several factors, including:
VOC concentration
Process airflow volume
Required destruction efficiency
Thermal efficiency of the system
However, because RTOs recover heat efficiently, many systems require minimal supplemental fuel once they reach operating temperature—especially in solvent-rich applications.
How long is a regenerative thermal oxidizer cycle?
Typical RTO cycle times range from 120 to 480 seconds, depending on system design.
During each cycle, airflow direction reverses between ceramic beds to maintain high heat recovery efficiency.
What factors influence the cost of a regenerative thermal oxidizer?
Several factors influence system cost, including:
Airflow capacity (CFM)
Exhaust Temperature
VOC concentration
Required destruction efficiency
Materials of construction
Control systems
Installation complexity
Custom engineering requirements
Ultimately, engineers design each system to balance capital investment with long-term operating efficiency.
What is regenerative thermal oxidizer with catalyst?
A regenerative catalytic oxidizer (RCO) combines ceramic heat recovery with a catalyst bed. The catalyst lowers oxidation temperature and reduces fuel consumption while maintaining high destruction efficiency.
Manufacturers use catalytic systems when process conditions support catalyst operation and when energy reduction is a priority.